在收集数据之前,重要的是确定需要多少样本来进行可靠的分析。这需要找到一个足够的样本量n,以便要估计的统计数据具有足够小的误差范围,并且任何要进行的统计测试都具有所需的功效。
Statgram Technologies产品提供了几个程序来确定统计程序中所需的样本量。它们根据要进行的分析列在下面:
| 程序 | Statgraphics Centurion 18/19 | Statgraphics Sigma express | Statgraphics stratus | Statgraphics Web 服务 | StatBeans |
|---|---|---|---|---|---|
| 单样本分析 |  | | | | |
| 异常值识别 | | | | | |
| 比较两个独立样本 | | | | | |
| 比较两个配对样本 | | | | | |
| 比较多个样本 | | | | | |
| 比较比率和比例 | | | | ||
| 均值的等价性和非劣效性检验 | | ||||
| 方差的等效性和非劣效性检验(仅限 V19) | | ||||
| 幂转换 | | |
单样本
统计将确定估计正态分布的均值或均方差、二项式分布的比例p或泊松分布的速率参数所需的样本量。用户可以为参数指定可信区间的期望宽度,也可以指定单侧或双侧假设检验的期望幂。

两个或更多样本
统计将确定比较2个正态分布的均值或标准差、2个比例之间的差异或2个比率之间的差异所需的样本量。它还可以在单向方差分析中进行成对比较时确定所需的样本量。

统计容差限值
本程序确定一个合适的样本量,用于估计统计公差极限。统计公差极限给出X的值范围,使得一个人可以100(1-alpha)%确信数据样本来自的人群的P%在该范围内。本程序确定几种类型极限的样本量:
1.柯西公差极限
2.指数公差极限
3.伽马公差极限
4.拉普拉斯公差极限
5.最大极值公差极限
6.对数正态公差极限
7.正态公差极限
8.帕累托公差极限
9.最小极值公差极限
10.威布尔公差极限
11. 非参数公差极限

工艺能力指数
此过程确定用于估计三个能力指数的合适样本量:Cp、Cpk和Cpm。

控制图表
该程序旨在帮助确定常见控制图表的适当样本量和参数。该设计基于:
1.离开您希望检测的中心线的偏移幅度。
2.如果这种偏移发生在失控信号产生之前,则平均可接受的运行长度。
该程序对于设置第二阶段控制图表最有用,即控制图表旨在在建立标准操作条件后监控过程的实时性能。包括变量和属性的控制图表。
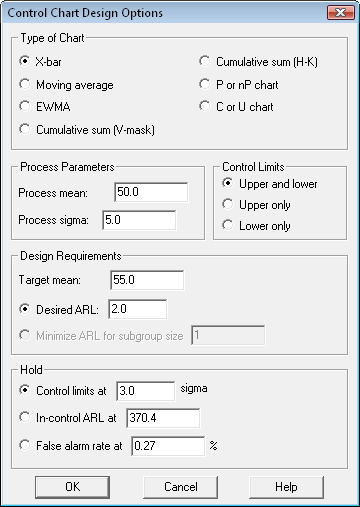
更多:控制图设计. pdf
筛选实验
STATGRAPHICS实验设计部分可以创建各种各样的设计,旨在筛选出影响过程的最重要因素。包括两水平阶乘设计、分数阶乘、混合水平分数、不规则分数和Plackett-Burman设计。此过程旨在帮助从该集合中选择适当的设计,包括重复次数和中心点。一旦指定了所需的效果和最大块大小,就会生成每种类型的最佳设计列表。还绘制了每个建议设计的幂曲线。
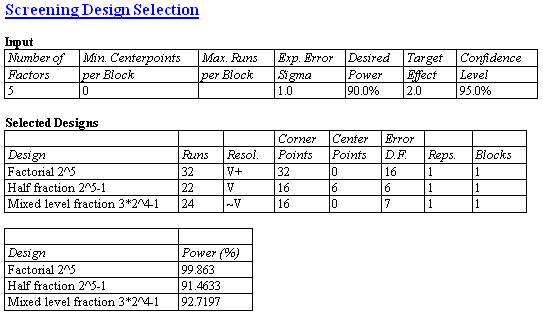
更多:筛选设计选择. pdf
验收抽样
当包含相对大量项目的批次需要检查时,验收抽样计划可以提供合理的保护,防止运输或接收不可接受的不合格项目的一部分,而无需检查100%的批次。在属性计划中,从N个项目中抽取一个大小为n的样本,如果批次中不合格项目的数量小于或等于c,则该批次被接受。状态图为属性和变量生成验收抽样计划。

更多:验收采样(属性). pdf,验收采样(变量).pdf,MIL-STD-1916(属性验收采样),MIL-STD-105E(属性验收采样),MIL-STD-1916(变量验收采样),MIL-STD-414(变量验收采样)或观看视频:属性和变量
顺序采样
顺序抽样程序实现了各种顺序概率比检验(SPRT)。与具有固定样本量的统计检验不同,顺序检验所需的样本数量不是预先确定的。相反,在每个样本被取走后,做出3个决定之一:
1.停止检验并拒绝零假设。
2.停止检验并接受零假设。
3.继续抽样。
在许多情况下,SPRT会以比固定大小检验所需的样本更少的样本做出决定。

更多:顺序采样. pdf
能力控制图设计Statlet
此Statlet有助于分析师在构建能力控制图时确定样本应有多大。能力控制图监控已被证明稳定且能够产生少量不合格结果的过程。能力控制图可用于:
- 短期能力指数Cp。
- 长期能力指数Pp。
- 短期能力指数Cpk。
- 长期能力指数Ppk。
- 不合格项的比例。
- 不合格率。
